
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.

Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and

The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
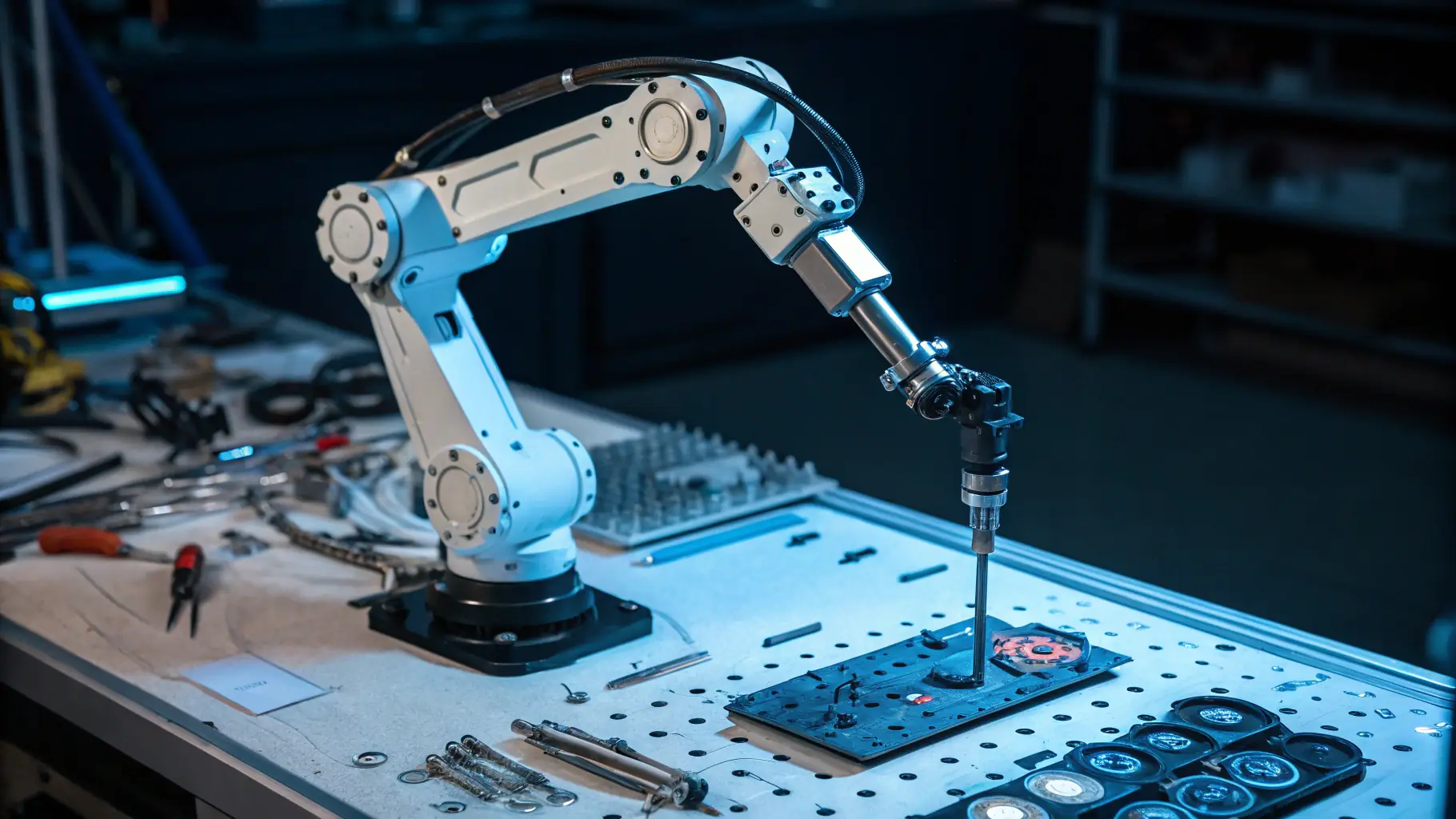
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
The Future of Recycling: Emerging Technologies
Emerging technologies are poised to revolutionize the recycling industry, offering innovative solutions for waste management.
Sustainable Waste Management Practices in Urban Areas
Implementing sustainable waste management practices in urban areas is crucial for minimizing environmental impact and
The Impact of Landfill Management on Public Health
Improper landfill management can have significant negative impacts on public health and the environment.
Innovative Solutions for E-Waste Recycling
New technologies are revolutionizing the way we handle electronic waste, offering innovative solutions for recycling